What is Thread Sealant?
Simply put, a Thread sealant prevents leakage of gases and liquids from pipe joints. Besides creating fluid-tight seals, a pipe thread sealant also lubricates the threads, making assembly quicker and easier.


What are Loxeal Anaerobic Thread Sealant ?
Loxeal anaerobic thread sealant are high performing chemical-based thread and pipe joint compounds that cure to form a tough, non-soluble, thermoset seal between thread flanks regardless of torque applied. The seal formed by Loxeal anaerobic thread sealant work in both static and dynamic applications involving high levels of vibration and impact forces. Yet, they are easy to disassemble and seal up to burst pressure in most applications.
Being anaerobic, the Loxeal remain in liquid form until it is isolated from oxygen and metal ions. As soon as the Loxeal is applied on fitting (contact with metal is formed) and fitting is assembled (oxygen is excluded), product curing starts and seal strength starts developing.
How does Loxeal Anaerobic Thread Sealant Work ?
Pipe joints are designed to be disassembled for service or maintenance. Due to this inherent design requirement every thread joint has a spiral gap at the joint interface of male and female which must be filled and packed by another suitable material to form a leak free joint.
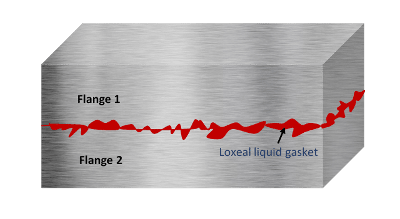
Because Loxeal Thread Sealants are in liquid form, they fill these spiral gaps and the surface imperfections between the thread flanks perfectly to form a 100% true surface to surface contact thereby forming a barrier for fluid leak.
After curing Loxeal Thread Sealant converts itself into a tough, thermoset plastic that cannot be melted, softened or dissolved. This tough barrier or seal provides a life time of seal under both static and dynamic conditions. In today’s world leakage is not acceptable in any industrial or consumer setting and Loxeal Anaerobic Thread Sealants ensure that everytime.

Loxeal Thread Sealant Vs. PTFE Tape
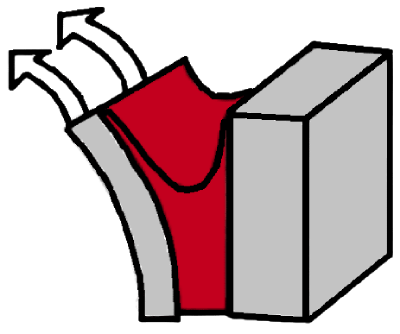
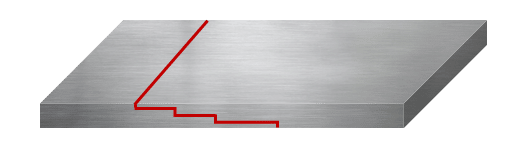
A Loxeal Thread Sealant create 100% surface to surface contact between thread flanks and form a true barrier that operates under the most extreme of operating environments.
But if a picture speaks a thousand words, two pictures make it even better. Not only does Loxeal Thread Sealant form the most reliable seal, it enhances aesthetics and unitizes assembled joints.


Why is Loxeal Anaerobic Thread Sealant preferred by professionals?
In today’s fast paced working environment, water or oil leakage from machines or equipment can create serious production bottlenecks and safety issues. Every end user needs a trouble free system and that’s why Loxeal Thread Sealant are the top choice for most professionals. They offer many unmatched advantages over both traditional and other contemporary sealing methods. Some of them are:
Easy assembly
High Quality Seal
Torque Independent
Non Contamination
Pipe Positioning
Controlled Strength
Cost
Fluid Compatibility
Ease of application
Easy Clean up
Wide operating Temperature
Factors in selection of Loxeal Thread Sealant
In today’s world it is no longer acceptable for any machine or equipment to leak oil, water or gas. Hence, the selection of a thread sealant must be carefully done during the design stage, considering the many variable factors a pipe joint will undergo during its service life. Joints must remain leak free under the most extreme vibration, chemical attack, heat, and pressure.
While choosing your ideal Loxeal Thread Sealant some of the important questions to ask are:
- 1Substrate Type
- 2Thread Size
- 3Temperature resistance
- 4Operating Pressure
- 5Vibration levels
- 6Fluid compatibility
- 7
Requirement of disassembly
- 8Time needed to form seal
For assistance contact Elixir-India representatives at Bangalore, Chennai, Coimbatore, Pune, Mumbai, Ahmedabad, Vadodara and Delhi
or email us at [email protected]
Liquid Gaskets
What are liquid gaskets?
Liquid gaskets are FIP (Form In Place) paste consistency sealants that have the ability to fill the surface roughness between the flanges perfectly and form 100% true surface to surface contact thereby creating a highly reliable seal. The key to the success of Loxeal liquid gaskets in automotive and many other manufacturing applications over conventional gaskets lies in the fact that they form 100% surface to surface contact without having to produce highly finished flanges.
Loxeal liquid gaskets:
- 1Create a seal between flanges
- 2Maintain the seal over its intended life.
- 3Do not react with the fluid or gas it is sealing.
- 4Are generally serviceable/replaceable.
Because every application is unique and demands specific performance expectations, at Elixir we provide different liquid gasket technologies to meet most application challenges.
Why choose a Loxeal liquid gasket over conventional gaskets?
The universal appeal of Loxeal liquid gaskets is due to some unique benefits they provide over traditional compression and cut gaskets such as cork, paper, metal and elastomeric gaskets like rubber and O-rings.
- Seals all surface imperfections by forming true “metal to metal” contact
Reduces compression set
Reduces fastener loosening
Forms joint integrity and aids in force transmission between flanged joints
Machining tolerances are relaxed and cost saved.
Reduces inventory cost by eliminating need to store different types of compression type gaskets.
Eliminates bolt retorquing in field operations
Easy application
Application possible in both horizontal and vertical fashion
Allows semi or fully automatic application methods
Easy disassembly and service.
Liquid gasket technologies
Form in Place (FIP) Anaerobic liquid Gaskets
Anaerobic liquid gaskets are primarily formulated to be used on machined metal flanges where the surface flatness and finish is controlled and the joint movement is very little. Anaerobic liquid gaskets cure (turn from liquid to solid) in the absence of air and presence of metals (ions). It has wide curing range depending on application and can also form instant seal for applications requiring online low-pressure testing. It can fill flange gaps up to 0.3mm
RTV Silicone Gaskets
Gasket dressing compound
Cured in Place Gasket (CIPG)
Loxeal Anaerobic FIP Gaskets
Loxeal anaerobic form in place liquid gaskets cure when in contact metal and in absence of air. Rate of curing depends on environment temperature and product type. They are 100% solids and fill surface imperfections to form a 100% metal to metal contact eliminating any potential leak paths.
Anaerobic liquid gaskets offer many benefits over traditional compression or cut gaskets:
No Compression set: Because conventional gaskets are designed to seal under compression, they tend to lose their elastic property over a period of time and become less resilient thus reducing its thickness and creating gaps that become the potential leak path.
No gasket relaxation: Because Loxeal liquid gaskets create 100% surface to surface contact through adhesion, bolt tension is maintained throughout the life of the assembly. No retorquing is needed.
Eliminates Shimming: Because Anaerobic liquid gaskets form true metal to metal contact, designers need not make allowance for gasket thickness and tolerances can be more accurately maintained.
Low machining cost: Compression gaskets form seal when they are compressed. This require that the mating surfaces must be highly finished thereby providing maximum contact between the gasket and flange surface. That’s why designers take extreme care to provide high finish surfaces (<0.5µm).Such a highly engineered surface require multiple machining operation, tool cost, labour cost and processing time making the entire activity very expensive. Unfortunately, in many designs these aspects are overlooked and the resultant traditional solution is not only very expensive and slow but also ineffective.
In contrast liquid gaskets seal by forming bond between the surfaces. Because a very smooth surface has lower surface and low grabbing power with adhesive, Loxeal liquid gaskets do not need high finish flanges. When sealing machined flanges, surface roughness between Ra 0.8µm to 3.2µm is sufficient to form a perfect seal.
Reduced Inventory cost: Traditional cut or solid gaskets require high inventory to be maintained. They also require large storage space. Whereas a single bottle of Loxeal liquid gasket is sufficient to produce many parts. Not only Loxeal gaskets need a fraction of storage space they also reduce the inventory cost significantly.
Automation: For highspeed assembly lines, application of liquid gaskets can easily be automated using auto dispensing systems and robotics. Elixir can assist customers is setting up the desired automated dosing equipments.
Assembly Integrity: Because the two flanges are bolted there is always a micro movement between them due to the loss of bolt tension under vibration and thermal changes (unless bolts are locked using Loxeal liquid Threadlocker).This effect can significantly impact the integrity of an equipment or system and can generate noise, vibration and loosening effect. In contrast because Loxeal FIP liquid gaskets seal by adhesion, they form a friction less joint and maintain the integrity of the assembly better.
Extra squeeze does not cure: Unlike other types of liquid gaskets (such as solvent based), Loxeal anaerobic liquid gaskets do not cure when squeezed out after assembly. Because curing is anaerobic in nature, only the adhesive film between the flange surfaces cure and excess is wiped away and even used on other joints (if not contaminated by exterior foreign particles).
Non curing prior to assembly: Due to its anaerobic curing nature, Loxeal liquid gaskets cure only when they are in presence of metal and absence of air. It allows on-part life after the application of Loxeal anaerobic liquid gaskets (and before assembly) being in contact with air.This eliminates typical problems associated with solvent and moisture cure gaskets.
Chemically compatible: After Loxeal form in place anaerobic liquid gaskets cure to thermoset plastic solid they develop excellent resistance to most types of fluids, solvents, gases, LPG, Glycol, fuels, motor and lubricating oils and many more types of chemicals.
Manufacturing flexibility: A typical manufacturing set up has multiple flange and part design. Using cut gaskets require multiple designs and types of solid gaskets to be maintained. In contrast a Loxeal liquid gasket can seal any flange design and configuration offering great flexibility in production environment.
Design considerations in Anaerobic form in place liquid gaskets
Depending on the flange design, substrates and other parameters following are some of the important thumb rules to consider.
Surface Finish: Because Anaerobic liquid gaskets seal by forming bond/adhesion, surface finish plays a very important role in successful flange sealing. It is important to maintain surface finish between Ra 0.8µm (Rz to 3 µm) to 3.2µm (Rz 21 µm) to form a good anchoring gasket joint.
Surface Flatness: Should be maximum 0.1mm over 400mm
Bolt Span: Bolts should be placed not more than 10 bolt diameters apart. For example, for a nominal bolt diameter of 10mm, spacing between bolts should not be more than 100mm.Similarily bolt span to flange width should fall under following rules.
| Flange Width | Maximum Bolt Span |
| 3.2mm | 32mm |
| 6.4mm | 64mm |
| 9.5mm | 76mm |
| 12.7mm | 102mm |
Chamfering: Dowels, bolt holes and edges should be chamfered to ensure that the sealing surface is free from raised metals that can cause shimming effect.
Application: Product should be applied in continuous bead form every time inside and also around the bolt holes to eliminate and chances of secondary leak path.
Bolt Torquing: For successful gasketing when working with anaerobic liquid gaskets, all bolts must be torqued as per specification as soon (<3minutes) after the assembly.
Fixture Time: Maximum possible fixture time must be allowed before pressure testing. If online testing or short term pressure test must be carried out, flange width, curing speed of Loxeal anaerobic liquid gasket, viscosity and flange gaps will play important role in time determination.
Dowels: Dowels must be provided for large sealing surfaces for proper alignment and avoiding shearing of liquid gasket.
Loxeal RTV Silicone FIP Gaskets
RTV Silicone gaskets cure by reacting with surface and atmospheric moisture and convert from liquid/paste to an elastomeric gasket that seals by adhesion and forming 100% metal to metal contact.
The application of RTV Silicone gaskets is done by applying in the form of bead. After the flange joint assembly extra material squeezes out both inside and outside the joint and forms a secondary seal.
Key benefits of Loxeal RTV Silicone gaskets are:
Large Gaps: Loxeal RTV Silicone gaskets can fill large gap joints upto 6mm
Flexible joint: Loxeal RTV Silicone gaskets form joints that can elongate upto 350% and offer high stability under thermal cycling.
Low machining cost: Compression gaskets form seal when they are compressed. This require that the mating surfaces must be highly finished thereby providing maximum contact between the gasket and flange surface.Hence, designers take extreme care to provide highly smooth and finished surfaces. (<0.5µm).Such a highly engineered surface require multiple machining operation, tool cost, labour cost and processing time making the entire activity very expensive. Unfortunately, in many designs these aspects are overlooked and the resultant traditional solution is not only very expensive and slow but also ineffective.
In contrast Loxeal RTV liquid gaskets seal by forming bond between the surfaces. Because a very smooth surface has lower surface and grabbing power with adhesive, Loxeal liquid gaskets do not need high finished flanges. Recommended surface finish is between Ra 0.5 µm to 8 µm
- Operating temperature: Loxeal liquid gaskets offer superior high temperature performance upto 300°C and 350°C of short peak.
Adhesion: Loxeal RTV Silicone gaskets adhere to a wide range of substrates including metals and non-metals.
- Reduced Inventory cost: Traditional cut or solid gaskets require high inventory to be maintained. They also require large storage space. Whereas a single bottle of Loxeal RTV Silicone gasket is sufficient to produce many parts. Not only Loxeal gaskets need a fraction of storage space they also reduce the inventory cost significantly.
Automation: For highspeed assembly lines, application of liquid gaskets can easily be automated using auto dispensing systems and robotics. Elixir can assist customers is setting up the desired automated dosing equipments.
Design considerations in RTV Silicone form in place liquid gaskets
When working with RTV Silicone gaskets, following parameters can provide the successful outcome.
Sealing surface: The RTV Silicone flange joint should be a single plane sealing surface.
Surface Cleanliness: is very important for a successful sealing joint. Flanges should be properly cleaned with a solvent based cleaner and assembly must be performed before the touch free time of RTV Silicone (typically less than 10min).
Flange Width: Should be minimum 15 to 20mm
Flange thickness: of a stamped steel cover ranges from 1 to 1.5mm. For cast aluminium cover it ranges from 5mm to 10mm
Retention Groove: For stampings or non-structural joints, retention groove on one of the surfaces should be used. Typical groove width is 3mm and 1.5mm depth in cast surface and upto 6mm in steel flanges.
Rate of curing: The rate of curing for Loxeal RTV gaskets depend on the humidity and moisture present on the substrate and environment. In a low humid environment, humidity ovens can be used to accelerate the curing.
Pressure testing: Allow maximum possible cure time before doing pressure testing. Use minimum possible air pressure for online quality testing.
Distance between inside fluid sealing edge and bolt hole is usually 6mm.
Bolt Span should not be more than 10 bolt diameters apart. For example, for a nominal bolt diameter of 10mm, spacing between bolts should not be more than 100mm.
Air escape route need to be provided for the curing by-products to be liberated in the curing process.
Gap filling: Although Loxeal Silicone gaskets can cure upto 6mm thickness, for high speed production lines curing beyond 2mm can take a very long time. As a thumb rule, the first 2mm of RTV Silicone takes about 24hours to cure and subsequent every 1mm takes another 24hours to fully cure.
Assemble parts quickly after application of the product (<10min) because Loxeal RTV Silicone gaskets start curing immediately after the application.
Cured In Place Gasketing (CIPG):
Cured in place liquid gaskets are the unique and newer gasketing technology combining the advantages of compressed solid gaskets and liquid adhesives. Cured in Place gaskets (CIPG) perform by adhering themselves permanently to one of the sealing flanges and forming a seal through compression of cured gasket on the other side. The other major advantage of this technology is offering great productivity (particularly in UV technology) by curing in seconds when exposed to Ultra Violet lights.
Cured in Place (CIPG) gasket technology needs more care and precision in application to form consistent bead size, position and film thickness in continuous mode. Application using automatic or semi-automatic dispensing systems should be preferred.
CIPG (Cured in Place Gasketing) offers many advantages over traditional cut and compression gaskets. They are but not limited to:
Serviceability: Because “Cured in Place Gaskets” only adhere to one flange, it is very easy to disassemble the flange joints and service the parts.
Reusability: Because CIP Gaskets attach themselves to one side, they can be reused.
Improved Quality: Because the application of CIPG (Cured in Place Gaskets) happen normally through automatic methods, it offers great precision in application and resultant quality levels.
- Quality Testing: Online QA can be performed in shortest possible time because of rapid curing of the UV based gasketing solutions.
High productivity: Due to rapid curing of the product and its ability to undergo online pressure testing, Cured in Place Gaskets (CIPG) offer very high productivity.
Flexible manufacturing: Application through robotic arms can be easily programmed to follow multiple gasketing patterns.
Selection of Liquid Gasket technologies
Cured in place liquid gaskets are the unique and newer gasketing technology combining the advantages of compressed solid gaskets and liquid adhesives. Cured in Place gaskets (CIPG) perform by adhering themselves permanently to one of the sealing flanges and forming a seal through compression of cured gasket on the other side. The other major advantage of this technology is offering great productivity (particularly in UV technology) by curing in seconds when exposed to Ultra Violet lights.
Cured in Place (CIPG) gasket technology needs more care and precision in application to form consistent bead size, position and film thickness in continuous mode. Application using automatic or semi-automatic dispensing systems should be preferred.
CIPG (Cured in Place Gasketing) offers many advantages over traditional cut and compression gaskets. They are but not limited to:
| Key Selection Criterion | Anaerobic Gasket | Silicone Gasket | Gasket Dressing Compound | CIPG (UV Cured) |
|---|---|---|---|---|
| Substrates Type | Rigid | Rigid or Sheet metal | Rigid | Rigid |
| Substrate material | Metals | Metals & Plastics | Metals & Plastics | Metals & Plastics |
| Max Gap filling capability | 0.3mm | 6mm | 0.1mm | 0.25mm |
| Chemical Resistance | Excellent | Excellent | Very Good | Good |
| Operating Temperature range | ||||
| Instant Seal Capability | Under Low Pressure | Under Low Pressure | High pressure | High pressure |
| Initial Curing time | ||||
| Full Curing time | ||||
| Can be dismantles without reapplying | No | No | No | yes |
Gasket Dressing Compounds
Gasket dressing compounds are both solvent based and 100% solid materials designed to be used along with a compression or die cut gasket to fill the surface imperfections 100% and also enable easy disassembly during service. They come in both curing and non-drying, non-setting versions to enable different end use applications.
A non-setting dressing gasketing sealant does not harden even at high temperatures and breaks cohesively when flanges are pulled apart leaving traces of sealant on both the sides. When flanges are assembled back, the sealant joins itself again in a self-healing mechanism. This makes them ideal for sealing close fitting machines flanges in combination with a compressed gaskets.They resist high temperature and vibrations and remain impervious to most industrial fluids.
What are the limitations of liquid gaskets?
Every end application is unique and that’s why at Elixir we have liquid gasket solutions in various formulations to meet most customers’ demands. Yet there are conditions and end requirements where liquid gaskets have few limitations and are not always suitable.
- Applications requiring frequent disassembly such as a few times in a day. Loxeal liquid gaskets are not recommended.
- In applications where continuous operating temperature exceeds 300° such as in engine cylinder head or high temperature oven doors.
- When surface gaps exceed 6mm, Loxeal liquid gaskets though can work but are not feasible from a practical perspective.
Methyl Methacrylate Adhesive (MMA)
What is a Methyl Methacrylate Adhesive (MMA)?
MMAs or Methyl Methacrylate Adhesives are 2 component structural grade acrylic adhesives that comprise of an Adhesive (Part A) and an Activator (Part B). When Adhesive and Activator are combined and mixed the product cures rapidly at room temperature exothermically to form a tough, thermoplastic adhesive capable of withstanding extreme stress, vibrations, impact forces and having excellent shear and peel strength. While the above description may sound similar to an epoxy adhesive but in reality, a Methyl Methacrylate adhesive cure profile and ultimate bond performance is much different and, in most cases, more stronger and fatigue resistant than an epoxy adhesive. The progress of curing reaction in a methyl methacrylate adhesive is slow until it reaches its pot life/open time and subsequently the fixturing strength is reached rapidly in very short time duration reducing the need for expensive fixtures and saves time before the parts can be assembled. Surface preparation requirements are not as stringent with Methacrylate adhesives.
What makes Scott Bader CrestaBond Methyl Methacrylate Adhesives (MMA) a preferred choice for Structural bonding applications?
The term Structural bonding refers to joining parts with an adhesive capable of withstanding high levels of stress and their ability to transfer load for long time period. Scott Bader MMA adhesives are one of the widely used structural bonding adhesives because they are formulated using impact modifiers to provide tough yet flexible bond lines that can withstand high shear, peel, cleavage and impact forces. Due to their toughness and high peel force resistance, they can replace mechanical fastening such as riveting, welding and bolting in a variety of applications.
Key advantages of Crestabond Methyl Methacrylate (MMA) adhesives over others
- Universal Bonder: Due to their unique chemical nature Crestabond methyl methacrylate adhesives bond equally well to metals, composites, plastics and ceramics. While an epoxy can have as high a structural strength but they do not generally bond plastics as well as methyl methacrylate.
- Versatile: Crestabond MMAs can be used in off mixing ratios. They are very well tolerant to off mixing and yet produce tough and strong bonds. In contrast a 2C Polyurethane or epoxy adhesives require near perfect mixing ratios of Resin and Hardener.
Surface Preparation: Due to the unique nature of Crestabond’s acrylic monomers, our Methyl methacrylate adhesives are fairly tolerant of poor surface conditions (small amount of oil or an imperfect cleaning) without much loss in final results. In contrast the final strength of an epoxy and PU is greatly affected by the surface condition and high level of surface preparation is critical to their successful performance.
Speed of cure: Methyl Methacrylate Adhesives cure rapidly after they reach their pot life and fixturing strength is obtained fairly quickly ranging from 5minutes to an hour. Because of this they are preferred in a high production environment. In contrast an epoxy or a 1 component polyurethane adhesives need prolonged periods of fixturing that can range from 6 hours to 12 hours.
- High strength: Methyl methacrylate adhesives offer higher shear and peel strength as compared to an epoxy or 2C PU adhesive. While typical shear strength of a high strength epoxy adhesive is about 22-25 N/mm2 and lesser for PU, a Methacrylate adhesive can reach upto 30 N/mm2 and beyond.
What substrates can be bonded using Scott Bader Crestabond Methyl Methacrylate Adhesives?
Our methacrylate adhesives can bond a variety of substrates making them an ideal adhesive to bond two different substrates.
| PLASTICS | METALS | COMPOSITES |
|---|---|---|
| ABS | Stainless Steel | GRP / FRP |
| Acrylic | Aluminium | Carbon fiber |
| Polycarbonate | Powder Coated Steel | Polyester |
| PVC | Cold Rolled Steel | Gelcoat |
| Nylon | Galvanised surface | Epoxy |
| PP/PE TPO | Carbon steel | Vinyl ester |
Preferred Joint Designs and forces for successful bonding with methacrylate adhesives:

Lap-joint

Double lap Joint

Strap Joint

Double Strap Joint

Scarf Joint

Sheer Force

Tensile Force
Peel Force
Forces and Joint Designs to be avoided

Cleavage Forces
Stepped lap joint
Butt Joint
Types of Methacylate Adhesives from Scott Bader:
Our Crestabond Methacrylate adhesives come in three types
- M7 Series:Are 1:1 mix ratio rigid methacrylate adhesives especially formulated to bond metals and plastics such as Galvanised steel, zinc coated metals, chrome plated metals, SMC, BMC, Poltruded GRP and Nylon.
They offer high strength but limited elongation. Due to their rapid curing they are very good for small surface bonding applications such as brackets, hinges, bigheads. Class NK and EN45545 accreditation is available for M7-05 and M7-15
M1 Series: Are 10:1 mix ratio tough and flexible methacrylate adhesives. They offer high strength and high elongation. Can fill larges gaps upto 50mm and are non-sag on vertical applications. M1 series products are excellent for large bonding surfaces in commercial vehicles, transportation and marine. DNV-GL approvals on M1-30 M1-60HV & M1-90HV is available. EN45545 accreditation is available for M1-05 and M1-20.
- PP Bonder: Especially formulated for bonding low surface energy plastics such as PP, PE, HDPE, LDPE et al to themselves or to other substrates such as metals, plastics and composites. Variants for ultrafast curing to very slow curing available to meet suit most application requirements.
Application Areas:
- Transport and automotive
Methacrylate adhesives are being successfully used in the automotive and transport industry for bonding both metal and composite assemblies such as bumpers, instrument panels, spoilers, wheel arches, glove boxes, door panels, plastics headlights, tail gate, structural body parts, grille, roof assemblies, E-coated parts and other composite components. - Marine
In boat manufacturing methacrylate adhesives are widely used for Bonding of deck to hull and stringer bonding, deck liners, ski boats, internal fixtures, canoes and kayaks. They save time and provide a strong and reliable bond which is not susceptible to cracking or brittleness. Electric Vehicles
Methacrylate adhesives reduce weight and help in even stress distribution in Electric Vehicles where these are highly desired properties. Some of the key applications of methacrylate adhesives in electric vehicles include battery enclosure bonding, battery pack sealing, bonding of liner to frame.
Wind Energy
Even though epoxies are traditionally used in a large variety of applications in wind applications, methacrylates due to their flexibility and strength are being preferred in a number of applications such like Shell bonding, Nacelle, drill and fill repair and blade accessoriesSolar rooftop Installations
Methacrylate adhesives are widely used for bonding of Aluminium brackets to roof panels for installation of solar panels. Due to non-penetrating joints, it enhances joint strength and eliminates chances of water ingress through rivet holes.Building Construction
Methacrylate adhesives are used extensively for bonding in external signage and UPVC door applications, displays, anchoring and architectural components.
Other newer areas of applications of methyl methacrylate adhesives are coming up in new technology manufacturing such as Drone manufacturing, IOT, Electric Vehicles and others.
Dispensers
What is a Caulking Gun?
A Caulking Gun is a hand operated or powered device used to dispense a sealant to seal gaps between two surfaces to prevent leakage. Typical examples of such applications include Windshield and Window glazing. Caulking gun also is known by a variety of other names in different parts of the world such as dispensing gun, sealant gun, silicone dispenser, applicator or a mastic gun, but the purpose of all of these is just the same, apply the sealant with minimum possible effort in a continuous bead. While many DIY and Industrial applicators are manually applied by pulling the trigger, powered dispensers such as Pneumatic and Battery-operated systems are gaining acceptance in a variety of applications due to ease of use and high extrusion speed without having to apply any hand force at all.

Types of Dispensing Gun
One Component Caulking Gun: These are the basic sealant dispensers used to apply one component Silicone, Polyurethane Sealant and Modified Silanes. They come in both Cartridge (300ml) and Sachet format (600ml) and are manufactured in different construction grades to handle a variety of viscosities from a flowable self-levelling sealant to thixotropic pastes. One component manual and powered sealant guns from Sulzer’s MK and Cox are our offerings for every single application out there in the industrial marketplace. To know more about the selection criterion of one component silicone sealant dispensers please click here.

Dual Cartridge Dispensers: Dual Cartridge dispensers are manufactured to apply 2 Component adhesives such as epoxies and methyl methacrylate and sealants such as Silicone and Polyurethane. These dispensers are generally known as simply “Dispensers” or “Dual Cartridge Dispensers” and are generally not identified with the name Caulking Gun which is normally used to identify one component caulking guns. Like their one component counterparts, dual cartridge dispensers are also available in different models to suit various application and cartridge sizes. Two component manual and powered dispensers from Sulzer’s Mixpac, MK and Cox brands are our frontline offerings for every application.
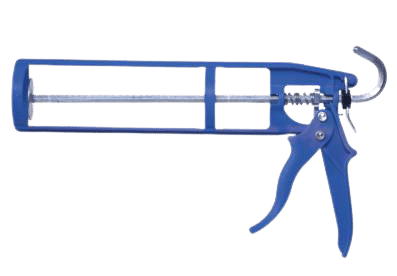
Manual Caulking Gun
Manual Caulking Gun Nomenclature
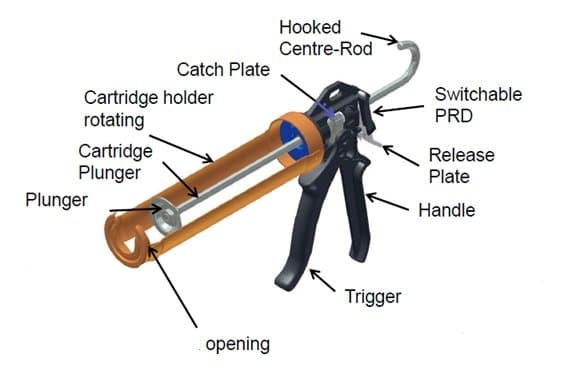
Key dispenser parameters to look for during selection of a manual dispenser
Pressure Release Device (PRD): Plays anti-drip function. Stops sealant from oozing out after the trigger is released.
Cartridge Holder: A rotating cartridge holder helps in forming a continuous bead around a corner. Fixed Cartridge holders require entire gun to be turned along with hand position.
Hooked Pull Rod/Curved rod end: Allows the dispenser to be hanged or stored conveniently.
Trigger & Handle: An ergonomically designed handle and trigger plays crucial role in worker’s comfort.
Plunger Rod: Smooth rods allow dripless sealant application whereas ratcheted rod caulking dispensers continue to ooze sealant.
Dispenser Coating: An epoxy coated caulking gun lasts long Vs. painted dispensers that tend to corrode soon.
Wear Component Device: Automatic Wear Component Device extends the tool life.
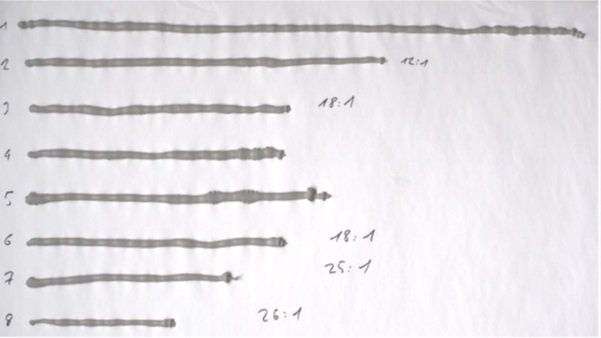
Stroke Vs. Force in manual Caulking dispensers
Stroke of a caulking dispenser is the distance a plunger travels with one complete pull of the trigger
Force is the amount of effort applied to pull the trigger.
Stroke and Force are inversely proportional. The lower force a dispenser needs to operate, the more number of strokes or pulls it needs to complete the job. Read how stroke and force influence the switch to a powered sealant applicator.
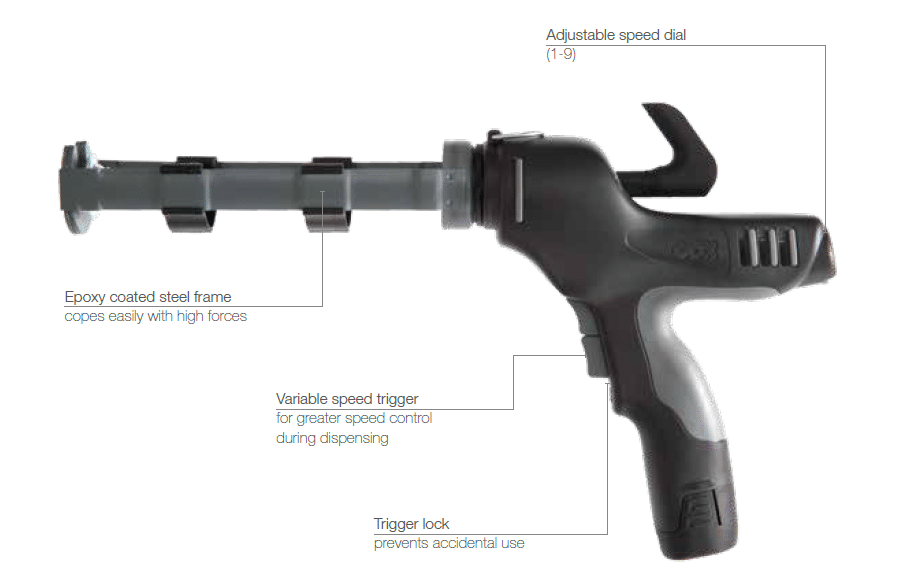
Battery Powered Caulking Gun
Basic Parts of a Battery powered Caulking Gun
Cox Battery operated Caulking Gun Series
Easipower Plus (10.8V)

Electraflow (18V)

When to switch from a manual or pneumatic dispenser to Battery operated applicator
Battery powered caulking guns offers best of both manual and pneumatic sealant dispensers. On one end they do not require compressed air and hose connection, and on the other end they are still powered unlike manual dispensers. Due to this unique mix of benefits, battery powered caulking guns hold immense application potential in future for the users of adhesives and sealants.
Building and road construction, Wind turbine installation and repair, Mining, Maintenance Repair and Overhaul, Solar installations and many other industries rely on the advantages battery powered dispensers offer over all the other type of dispensing systems.
Cox battery powered dispensers are also helping make the world a better place by reducing carbon emission and hence environmentally conscious users prefer them over air operated caulking guns.
Pneumatic Caulking Gun
Basic Parts of a Pneumatic Caulking Gun
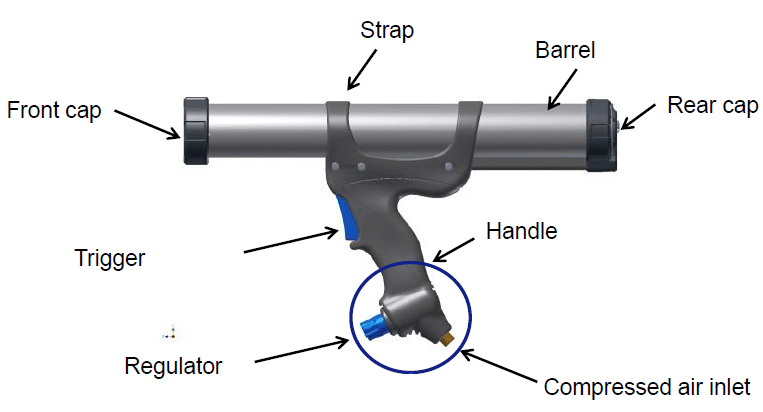
Pressure Regulation in Pneumatic caulking dispenser
The force generated by a pneumatic caulking dispenser depends on the input air pressure and area of the cylinder
(Force = Cylinder Area X Air Pressure).
That’s why a variety of options are available with Sulzer’s Cox and MK dispensers to meet your sealant application requirements.
Standard Regulator Pressures:
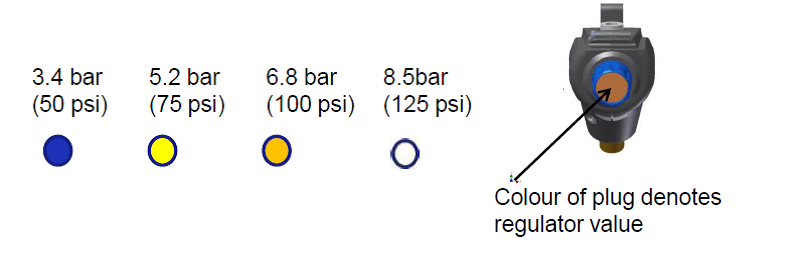
Regulator is provided to control the Air pressure an in effect increase or reduce the rate of dispensing. It can be adjusted from zero to maximum in 3 turns. There are no specific markings. Regulator is replaceable and CE certified.
Barrel Sizes
50mm for low and medium viscous sealants
63mm cylinders for high viscous sealants
Cox Pneumatic Gun Series
Airflow Series 1

- Aluminum handle
- Regulator at rear
- Quick exhaust valve
Airflow Series 3

- Ergonomic plastic handle
- Regulator at base
- Enclosed air hose
- Internal exhaust
- Internal silencer
When to switch from a manual dispenser to Air operated caulking gun
There are variety of reasons why many end users shift from manual caulking gun to a Pneumatic caulking gun. Few of the deciding factors are productivity, bead continuity, workmen’s comfort and even personal preference. But to decide at what point does it make economic sense to switch from manual dispenser to pneumatic comes down to two important factors.
- Bead continuity/ finish
- Productivity
When a user must finish the job in a short time span and yet must produce excellent bead continuity and eliminate ugly lumps between the strokes, it is the time one must look beyond manually operated sealant dispensing applicators. It is time to again look at the Force Vs. Stroke relationship.
Because high thrust ratio dispensers (> 18:1) require more strokes, bead continuity gets impacted due to lump formation between successive strokes which cannot be eliminated even by a highly skilled workman. Add to that the requirements of high production, one must switch even from high end, top quality manual dispensers to air pressure operated Pneumatic Dispensers to develop fine finish in shortest possible time. Of course the availability/ unavailability of compressed air source will be a deciding factor too
Sealant packaging that can be handled by Cox Manual, battery operated and Pneumatic Sealant Dispensers

300 ml single Component Cartridge

400 ml single Component Cartridge and Sachet
600 ml single Component Sachets


